In the world of industrial electrochemistry, few components are as critical—yet as overlooked—as the titanium anode. These unassuming devices are the silent workhorses driving everything from the clean water in our swimming pools to the structural integrity of our bridges.
But what exactly are they? Often known by their technical name, Dimensionally Stable Anodes (DSAs), they represent a leap in technology that brought unprecedented durability and efficiency to countless processes.
If you're an engineer, a plant manager, or a student of electrochemistry, this guide is for you. We'll explore what makes titanium anodes tick, break down the crucial differences in their coatings, and walk through the real-world applications where they make a difference every single day.

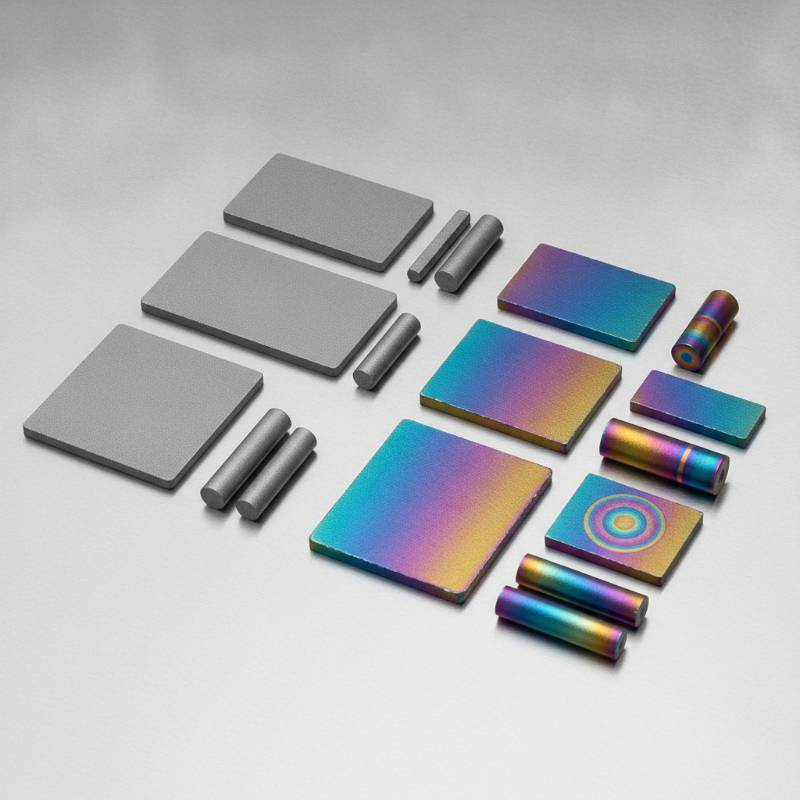
Forget the image of a simple piece of metal. A titanium anode is a highly engineered component. It starts with a titanium substrate (the base), which is then covered with a specialized, catalytically active coating. This two-part construction is the secret to its success.
Here’s what that means in practice:
Built to Last (Exceptional Corrosion Resistance): Titanium is a fascinating metal. When exposed to the elements, it instantly forms a paper-thin, non-conductive oxide layer. This passive film acts like impenetrable armor, protecting the metal underneath from being eaten away, even in the most aggressive chemical soups.
Rock-Solid Stability (Dimensional Stability): This is where the "DSA" moniker comes from. Older anodes, like graphite, would physically wear down and change shape during operation. This was a nightmare for process control. The concept of a "Dimensionally Stable Anode," first patented by Henri Beer in 1965, changed everything. Because titanium anodes don't dissolve, they maintain their exact shape and size, ensuring a consistent process and a predictable, high-quality product from start to finish.
A Long and Productive Life: Combine that stability with modern, durable coatings, and you get an anode that can run for years—not months. For any industrial operation, that translates directly to less downtime and lower maintenance costs.
The titanium base provides the stability, but the coating is where the real magic happens. This microscopic layer is responsible for driving the desired chemical reaction. The coating you choose will define what the anode can do and how well it does it. In the vast majority of applications, the choice comes down to two options: Mixed Metal Oxide (MMO) or Platinized.
MMO anodes are the undisputed workhorses of the modern electrochemical industry. The coating is a complex, crystalline blend of precious metal oxides—usually from the platinum group, like iridium and ruthenium. This mixture is baked onto the titanium substrate at high temperatures, creating a surface that is both incredibly durable and highly catalytic.
Crucially, the MMO recipe can be fine-tuned for a specific job:
When your goal is to generate chlorine, ruthenium is your star player. Anodes with a high concentration of Ruthenium Oxide (RuO₂) are exceptionally good at coaxing chloride ions to become chlorine gas. This is why they are the non-negotiable standard in the massive chlor-alkali industry and for any process involving saltwater or brine electrolysis.
But what if you need to generate oxygen instead? This reaction is notoriously tough on anodes. Enter iridium. Coatings rich in Iridium Oxide (IrO₂), often fortified with tantalum for extra stability, are specifically designed to withstand the brutal conditions of oxygen evolution. They are the go-to choice for specialty applications like electroplating, advanced wastewater treatment, and metal refining.
The other main option is to plate a thin layer of pure platinum directly onto the titanium substrate. Platinum is a fantastic all-around catalyst. Think of it as the premium, high-purity option. It's often chosen for sensitive applications where even microscopic contamination from an MMO coating would be an issue, such as in medical device manufacturing or plating other precious metals like gold and rhodium.
| Feature | Mixed Metal Oxide (MMO) Anode | Platinized Anode |
|---|---|---|
| Primary Reaction | Chlorine or Oxygen Evolution (Specialized) | General Purpose, High Purity |
| Cost-Effectiveness | Excellent for large-scale use | Higher initial investment |
| Service Life | Extremely long and recoatable | Long, but more sensitive to wear |
| Durability | Very robust, handles tough conditions | Best for clean, controlled environments |
| Best For | Industrial workhorses (Water Treatment, CP) | Lab-grade and high-purity plating |
Titanium anodes are used to create powerful oxidants (like chlorine or ozone) directly within the water, a process known as electrochemical disinfection. This is used for everything from swimming pool sanitation, where it reduces the need for chemical additives, to the large-scale treatment of municipal and industrial wastewater and the sterilization of ship ballast water to prevent the spread of invasive species.
This is one of the largest applications. Titanium anodes are the heart of the process for producing chlorine gas and sodium hydroxide (caustic soda) from brine. Their stability and efficiency replaced older, less environmentally friendly methods.
To prevent corrosion of large steel structures like pipelines, storage tanks, and marine docks, a small electrical current is applied. MMO titanium anodes are the preferred choice for impressing this current, acting as a non-consumable electrode that allows the steel structure to become a cathode and thus be protected from rust and degradation.
In electroplating, DSAs are used as the non-consumable anode. They provide the current needed to plate metals like chrome, nickel, tin, and precious metals onto a substrate. Their dimensional stability ensures a uniform current distribution, leading to a smooth, high-quality plated finish.
In hydrometallurgy, titanium anodes are used to recover metals from a leach solution. In processes for copper, nickel, cobalt, or zinc, an electrical current is passed through the solution, causing the pure metal to deposit onto the cathode. Iridium-based MMO anodes are used here for their stability in the highly acidic, oxygen-evolving environment.
Alright, you understand the technology. Now, how do you choose the right one? Getting this right is critical for your process efficiency, bottom line, and peace of mind. Start by asking three simple questions:
What’s in the water? The chemistry of your electrolyte is everything. Is it acidic or alkaline? Most importantly, is it full of chlorides? High chlorides demand a ruthenium-MMO anode. A low-chloride, oxygen-evolving environment points you toward iridium.
What reaction do you need? Are you trying to generate chlorine or oxygen? This is the fundamental question that dictates the coating chemistry.
What are your operational goals? Are you looking for the lowest possible initial cost, or the best long-term value and reliability?
This is where partnering with an expert can make all the difference. At our company, we know that off-the-shelf isn't always the answer. Our HELE-Coat™ MMO coatings, for example, are specifically engineered to provide up to 30% longer service life in highly acidic environments compared to standard coatings. We offer free technical consultations to dive deep into your process, analyze your water quality reports, and recommend the optimal anode design. We recently helped a client in the mining industry solve a recurring anode failure issue by designing a custom anode—a story we’d be happy to share.
There's no single answer, as it depends entirely on the job it's doing. But in general, a well-made MMO anode in a properly managed process can run for anywhere from 1 to 10 years before needing service.
Absolutely. This is one of their biggest advantages. The valuable titanium substrate is saved, stripped of the old coating, and given a brand new one. You get a fully-restored anode for a fraction of the cost of a new one.
It's all about that protective oxide film. The titanium base essentially "passivates" itself, becoming inert and stable. This allows the coating to do its job without the base metal getting consumed in the process.
For most anode applications, not really. They are both commercially pure titanium. Grade 2 is slightly stronger, while Grade 1 is a bit more formable. The choice usually comes down to the physical shape required (mesh, plate, etc.) and market availability.






Contact Us
No. 26 Baoti Road, Maying Town, High-tech Development Zone, Baoji, Shaanxi, China
Copyright © 2026 Baoji Gloritime Titanium Co., Ltd. All Rights Reserved.